충전 무게와 허용 오차는 매우 다양하지만 충전은 모든 산업에서 일반적인 작업입니다. 제약 산업에서는 정제 제조의 엄격한 기준과 높은 처리량 요건을 충족하기 위해 밀리그램 용량을 정확하고 빠른 속도로 충전해야 하는 경우가 많습니다. 반면 벌크 화학 및 광물 산업에서는 분말을 20톤 용기에 충전할 때 훨씬 더 긴 충전 공정을 사용하며 정확도에 대한 규제 압력이 없습니다.
충전 효율에 영향을 미치는 요소는 사용하는 장비의 유형에 따라 달라집니다. 일부 시스템은 순전히 중력으로만 작동하는 반면, 다른 시스템은 강제 공급에 의존합니다. 로터리 프레스의 정제 제조와 같은 많은 애플리케이션에서 분말은 중력과 강제 공급 흐름의 조합을 통해 다이를 채웁니다. 두 메커니즘의 영향은 피드프레임의 형상, 프레스를 통과하는 유량 및 분말의 특성에 따라 달라집니다. 이러한 각 변수가 매우 다양하기 때문에 이 공정은 복잡한 공정이며 제한된 수의 입자 특성 및 공정 파라미터에 대한 지식만으로는 모델링하기 어렵다는 것을 쉽게 알 수 있습니다.
백이나 벌크 용기를 채우는 것과 같은 대규모의 경우, 이 공정은 부피를 기준으로 채우거나 질량을 기준으로 채울 수 있습니다. 두 경우 모두 공급 호퍼 바닥에 직접 부착된 오거 또는 로터리 밸브를 사용하는 것이 일반적입니다. 이 구성에서 충전 효율을 제어하는 요소는 정제 제조에서와 다를 수 있지만, 모든 규모와 모든 공정에서 효율은 재료 특성과 공정 환경에 부과된 조건의 호환성에 따라 달라집니다.
다이 필링
일반적인 다이 충진 공정의 이 예에서는 회전식 태블릿 프레스처럼 다이가 피드 프레임 아래로 움직이는 것과 달리 충진 '슈'가 고정된 다이를 기준으로 움직입니다. 다양한 형상과 구성이 있지만 모든 경우에서 목표 처리량을 달성할 수 있는 시간 내에 균일한 방식으로 다이를 채우는 것이 공통된 목표입니다.
이 예에서는 분말이 호퍼에서 충진 슈로 배출됩니다. 그런 다음 슈가 다이 상단을 가로질러 측면으로 이동하고 파우더가 아래의 빈 공간으로 흘러 들어갑니다. 이 특정 구성은 중력에 의해 유도되며 슈에 파우더를 응집하는 힘이 거의 없기 때문에 상대적으로 낮은 응력을 수반합니다. 반면 태블릿 프레스 피드프레임에서는 피드프레임 패들이 분말을 테이블 위에서 순환시키므로 응력이 더 높습니다. 피드프레임으로 유입되는 분말의 흐름의 일관성은 터렛 속도에 대한 피드프레임의 속도와 마찬가지로 순환하는 분말의 응력에 영향을 미칩니다. 이는 독립적으로 설정할 수 있으므로 터렛에 대한 피드프레임의 속도를 변경하는 것만으로 다양한 동역학 및 응력 조건을 생성하도록 피드프레임을 구성할 수 있습니다. 그 결과 다이로의 흐름에 기여하는 강제 흐름의 양을 조정하고 피드프레임에서 파우더가 다이로 빠져나가는 위치도 조정할 수 있습니다. 패들의 모양을 변경하는 것은 순수한 중력식 흐름이 아닌 강제 흐름이 충진 공정에 기여하는 정도를 관리하는 한 가지 방법입니다.

모든 분말 가공과 마찬가지로 분말과 공정 조건의 호환성을 고려해야 합니다. 이 경우 목표 충전 중량을 일관되게 달성하는 성공적인 결과는 공정 조건에 적합한 분말의 특성에 따라 달라집니다. 중력, 강제 공급 또는 이 두 가지의 조합에 관계없이 공정 조건을 이해하고 관련 분말 특성을 측정해야만 성능을 예측할 수 있습니다.
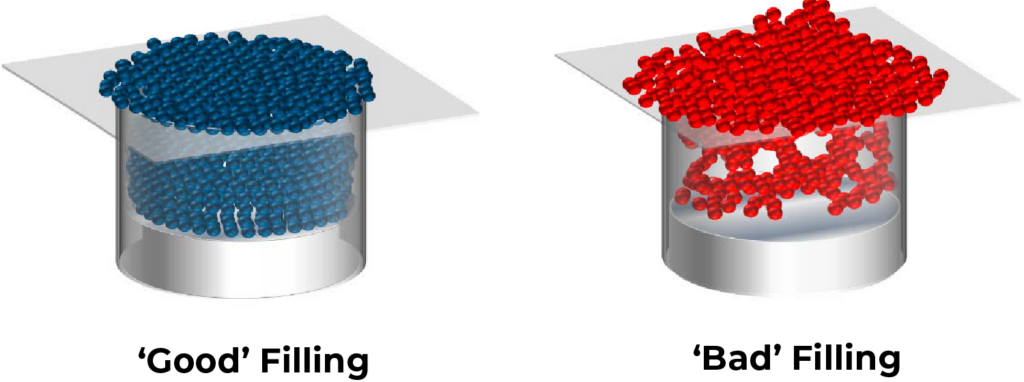
이 공정의 목표는 벌크 내에 공기가 들어가지 않고 분말을 다이에 균일하게 충전하여 중량 편차가 적고 내용물 균일도가 높은 정제를 만드는 것입니다. 반면, 다이를 제대로 채우지 않으면 공기가 포함된 덩어리가 발생하여 무게 편차가 커지고 내용물 균일도가 낮아질 위험이 있으며, 벌크 내에 포함된 공기가 정제 프레스로 먼저 압축된 후 정제 본체 내에서 팽창할 때 정제의 박리('캡핑')로 이어질 수 있습니다.
채우기에 영향을 미치는 메커니즘을 정량화하기
여러 가지 입자 상호 작용 메커니즘이 충전 효율에 큰 영향을 미칩니다.
응집력 있는 힘
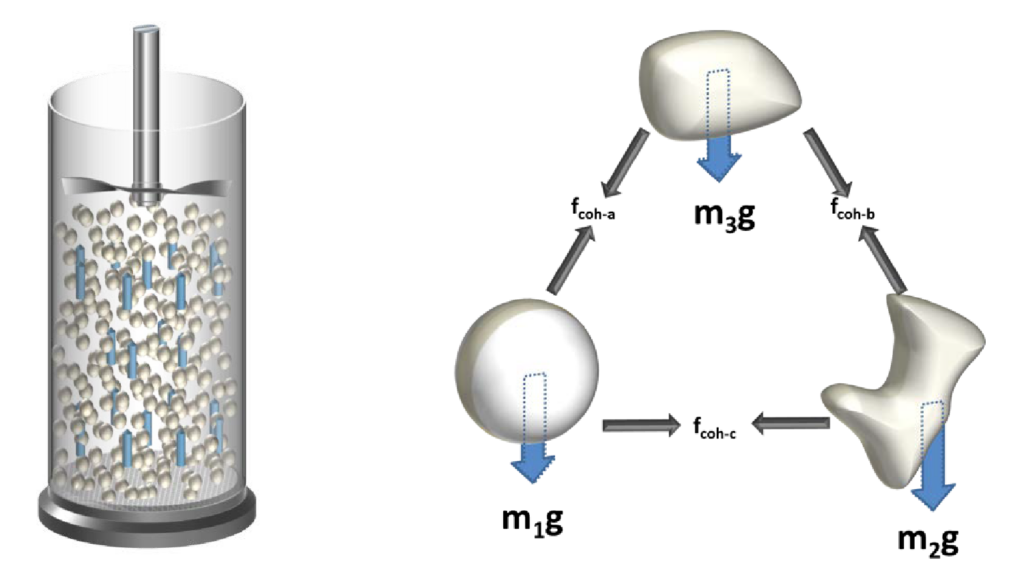
인접한 입자는 정전기, 반데르발 힘 및 공유력의 결과로 서로 끌어당깁니다. 입자는 이웃 입자와 독립적으로 움직이지 못하고 응집체가 형성될 수 있습니다. 그 결과 충전 효율이 저하됩니다.
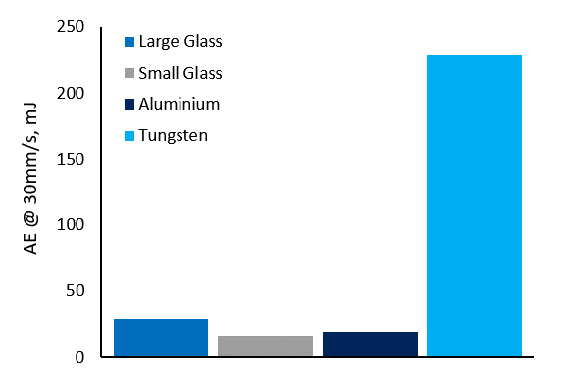
The FT4 Aeration test can quantify the extent of these attractive forces between the particles. The method first measures the energy needed to establish flow in a conditioned powder (the Basic Flowability Energy, BFE), and then compares it to the energy measured whilst establishing the same flow pattern, but this time whilst air is being passed through the powder column (Aerated Energy, AE). In powders with low cohesion, particles are bound weakly to their neighbours and can move independently of one another. When air is introduced to such powders, it is able to pass between each particle so that the entire bed becomes fluidised. In this state, there is little or no particle-particle contact and the AE is reduced to almost zero. Conversely, cohesive powders tend to form agglomerates, preventing the bed from becoming substantially aerated by channelling the air through a single or reduced number of pathways, leading to less change in the packing structure. The AE will reduce to some extent compared to the BFE, but values of AE are likely to remain high.
기계적 마찰 및 파티클 연동
모양이 불규칙하거나 표면 질감이 거친 입자는 서로 달라붙어 일시적인 기계적 다리를 형성하는 경향이 있습니다. 그 결과 다이가 대부분 비어 있어도 파우더가 다이로 유입되는 것을 제한하는 효과가 있습니다.
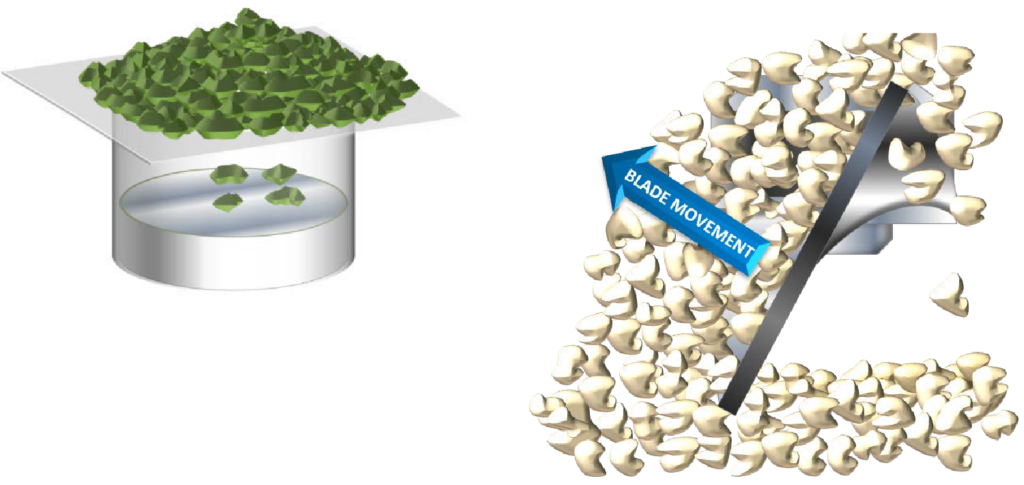
비에너지(SE)는 한정되지 않은 상태에서 서로에 대해 상대적으로 움직이는 입자의 저항을 측정하는 동적 테스트에서 파생됩니다. 블레이드는 파우더 베드의 아래쪽에서 위쪽으로 이동합니다(BFE 및 AE 측정과 달리 이 테스트는 입자 간 연동 및 마찰에 매우 민감합니다). 비에너지가 낮을수록 기계적 연동이 낮아지고, 파우더가 비결합 상태에서 중력에 의해 유동할 가능성이 높아집니다.
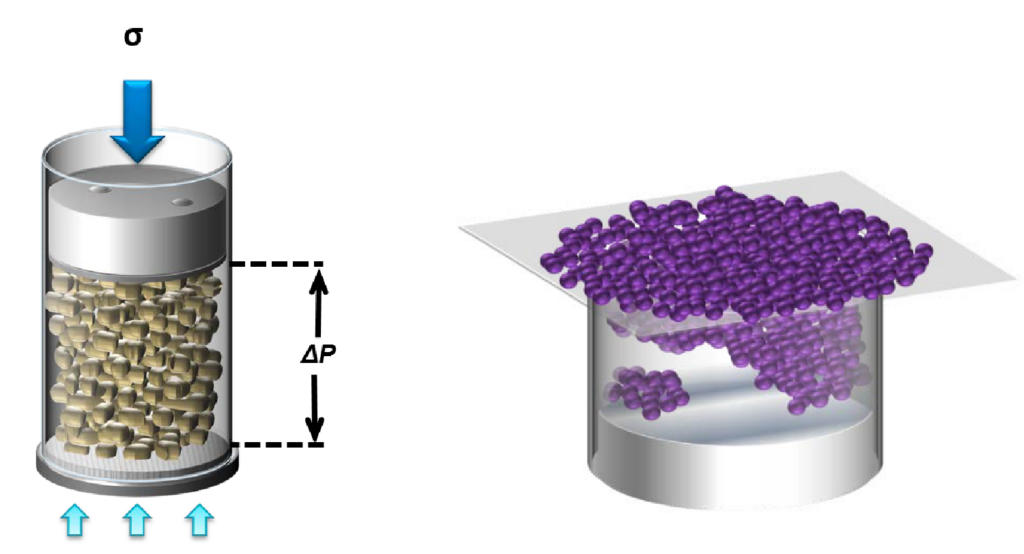
투과성
투과성은 공기가 분말을 얼마나 쉽게 통과할 수 있는지를 측정하는 척도입니다. 대부분의 구성에서 공기가 다이를 빠져나가기 위해서는 입자 사이로 공기가 흘러야 합니다. 투과성이 낮으면 일반적으로 간헐적인 흐름이 발생하고 충진 품질이 저하됩니다.
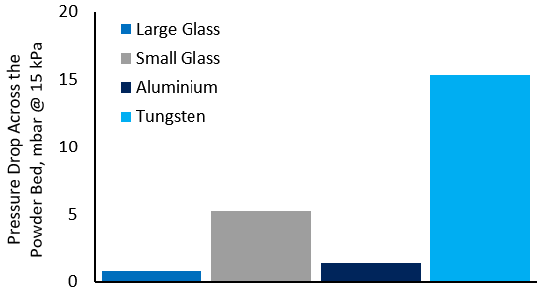
투과성은 파우더 컬럼의 바닥에 일정한 속도로 공기가 유입되는 동안 파우더 베드의 압력 강하를 측정하여 정량화합니다. 환기식 피스톤은 파우더를 제자리에 고정하는 동시에 공기가 베드를 통과하여 쉽게 빠져나갈 수 있도록 합니다. 피스톤은 분말을 응고하는 데도 사용할 수 있으며, 응고에 따른 압력 강하를 측정합니다. 파우더 상단의 기압은 0(또는 대기압)으로 간주합니다. 파우더 컬럼의 바닥에서 측정된 기압은 주어진 응결 하중과 공기 속도에 대한 파우더의 공기 흐름 저항을 나타냅니다.
채우기 성능 정량화
이 예시 다이 충진 공정에는 분말이 들어 있는 슈가 고정된 다이를 기준으로 제어된 속도로 이동하는 것이 포함됩니다. 충진 비율은 충진 후 다이에 있는 파우더의 질량을 파우더의 부피 밀도와 같은 재료로 다이의 전체 부피를 채웠을 때의 질량과 비교하여 계산했습니다. 1.0의 비율은 다이가 완전히 채워졌음을 나타내며, 0.2의 값은 다이의 20%만 채워졌음을 나타냅니다.
입자 크기와 모양이 서로 다르지만 알려진 네 가지 재료가 선택되었습니다. 각 재료에 대해 다양한 신발 속도 범위에서 실험을 완료했습니다.
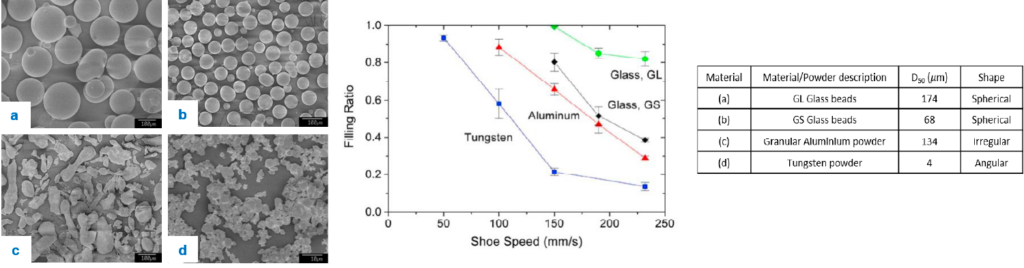
텅스텐은 다른 파우더에 비해 가장 낮은 슈 속도에서도 100% 충전이 되지 않았고, 가장 높은 슈 속도에서도 거의 충전이 되지 않아 최악의 성능을 보였습니다. 반대로 큰 유리 구슬은 다이를 채우는 데 가장 효과적이었으며 중간 정도의 슈 속도에서도 100% 채우기를 달성했습니다. 작은 유리 구슬과 알루미늄은 75% 이상 다이를 채우는 중간 정도의 성능을 보였지만, 이를 위해서는 슈를 더 느리게 움직여야 했습니다.
FT4 Powder Rheometer Test Results
동적 테스트: 에어레이션
텅스텐은 샘플 중 가장 높은 AE를 생성하여 폭기에 가장 덜 민감하다는 것을 나타냅니다. 반면에 다른 세 가지 샘플은 모두 매우 낮은 AE를 생성하여 완전히 유동화될 수 있음을 나타냅니다. 통기에 대한 낮은 민감도는 강한 입자 간 힘으로 인해 공기가 모든 입자 사이를 통과하지 못해 분말이 불균일하게 통기되기 때문에 응집력이 높다는 것을 나타냅니다.
동적 테스트: 비에너지
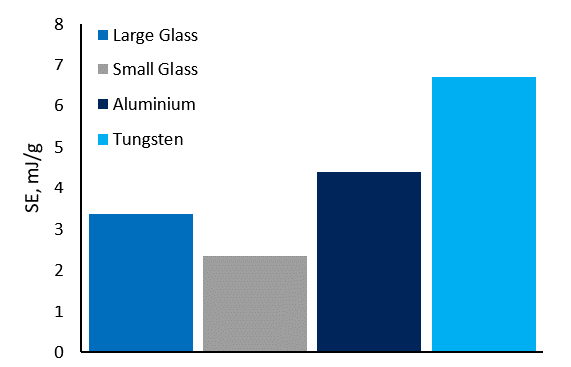
텅스텐은 샘플 중 가장 높은 SE를 생성하여 높은 수준의 기계적 연동 및 마찰을 나타내며 더 응집력 있는 거동을 시사합니다. 대조적으로, 두 유리 비드 샘플 모두 낮은 SE를 생성했지만, 큰 유리 비드가 다이를 가장 효과적으로 채웠음에도 불구하고 작은 유리 비드는 큰 유리 비드보다 낮은 SE(입자 간 연동이 낮음)를 생성했습니다.
대량 테스트: 투과성
큰 유리 비드는 파우더 베드 전체에서 가장 낮은 압력 강하를 생성하여 가장 높은 투과성을 나타냅니다. 작은 유리 비드는 상당히 높은 압력 강하(PD)를 생성하여 투과성이 낮고 파우더와 함께 다이에 떨어진 후 유입된 공기가 빠져나가는 데 시간이 더 오래 걸립니다. 텅스텐은 가장 높은 압력 강하를 생성하여 가장 낮은 투과성을 나타냅니다. 낮은 투과성은 여러 작업에서 응집력과 관련이 있는 경우가 많습니다.
디자인 공간 구성하기
By combining the data collected using the FT4 Powder Rheometer and Filling Ratio, it is possible to construct a design space for predicting process performance.
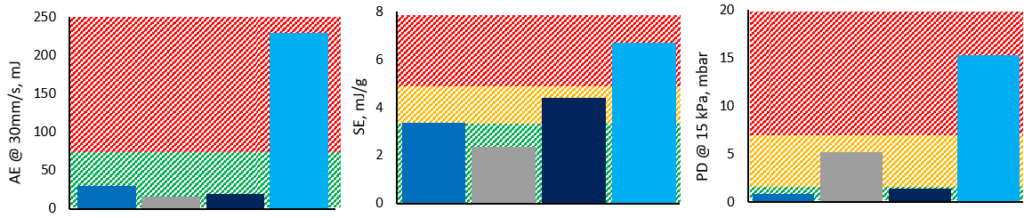
대형 유리 구슬은 좋은 성능을 보였으므로 그 특성을 사용하여 각 파라미터의 허용 가능한 값을 정의할 수 있습니다(각 그래프에서 녹색으로 표시). 반대로 텅스텐은 성능이 좋지 않았으므로 그 특성을 사용하여 허용되지 않는 값의 한계를 정의할 수 있습니다(그래프에서 붉은색으로 표시).
중간 성능을 나타내는 파우더는 특히 여러 기준을 충족해야 하는 경우 설계 공간을 미세 조정하는 데 사용할 수 있습니다. 예를 들어, 알루미늄은 대형 유리 구슬과 비슷한 AE 및 PD 값을 생성하지만 성능이 상당히 떨어집니다. 이는 SE 값이 더 높기 때문일 수 있으므로 SE의 허용 한계를 정의하는 데 도움이 됩니다. 마찬가지로 작은 유리 구슬은 낮은 AE 및 SE 값을 생성하지만 더 높은 PD 값으로 인해 성능이 저하되므로 이 값에 대한 한계도 정의해야 합니다.
이 공정에 새로운 제형 또는 혼합물을 사용하려는 경우, 작동 전에 그 특성을 평가하여 공정 성능을 결정하고 호환되지 않는 제형을 식별할 수 있습니다. 각 테스트에서 특성이 '녹색' 영역에 속하면 이 파우더는 충전 작업에서 우수한 성능을 발휘하여 대형 유리 비드에 필적하는 높은 충전 비율을 생성할 것으로 예상할 수 있습니다. 결과가 '빨간색' 영역에 속하면 파우더의 성능이 매우 떨어지고 어떤 적용 조건에서도 문제가 발생할 가능성이 높습니다. '빨간색' 영역에 있는 샘플은 공정에 들어가기 전에 선별하여 충진 성능 저하를 방지하고 생산성을 높이며 폐기물을 줄일 수 있습니다. 결과가 중간 또는 '황색' 영역에 있는 경우, 최적은 아니지만 성능이 허용 가능한 수준일 수 있으며 그에 따라 공정 파라미터를 조정하여 개선할 수 있습니다.
결론
The Dynamic and Bulk characterisation techniques of the FT4 Powder Rheometer have demonstrated clear and repeatable differences between four samples known to behave differently in process. The results also demonstrate that individual techniques may not be sufficient to fully describe the process performance, and that a multivariate approach is required.
테스트 결과 폭기에 대한 민감도가 높고 응집도가 낮은(낮은 AE) 분말, 기계적 연동 및 마찰이 상대적으로 낮은(낮은 SE) 분말, 투과성이 높은(낮은 압력 강하) 분말이 이 작업에서 가장 우수한 성능을 발휘하는 것으로 나타났습니다. 반대로 폭기에 대한 민감도가 낮고 입자 연동이 크며 투과성이 낮은 분말은 더 많은 문제를 일으킬 가능성이 높습니다. 또한 데이터에 따르면 투과성은 매우 영향력 있는 파라미터로, 동적 흐름 특성이 최적이 아닌 파우더(예: 대형 유리 구슬)가 이 공정에서 가장 효과적으로 작동한다는 것을 알 수 있습니다. 이러한 공정 이해에 대한 접근 방식을 통해 설계 공간을 정의할 수 있으며, 이를 바탕으로 새로운 재료를 평가하여 성능을 예측할 수 있습니다.
Powder flowability is not an inherent material property, but is more about the ability of powder to flow in a desired manner in a specific piece of equipment. Successful processing demands that the powder and the process are well-matched and it is not uncommon for the same powder to perform well in one process but poorly in another. This means that several characterisation methodologies are required, the results from which can be correlated with process ranking to produce a design space of parameters that correspond to acceptable process behaviour. Rather than relying on single number characterisation to describe behaviour across all processes, the FT4’s multivariate approach simulates a range of unit operations, allowing for the direct investigation of a powder’s response to various process and environmental conditions.



