De nombreux matériaux utilisés dans les industries alimentaire, chimique et pharmaceutique, depuis les matières premières, les additifs et les produits intermédiaires jusqu'aux produits manufacturés, sont fournis sous forme de poudres relativement fluides adaptées au processus de fabrication ou à l'application finale. Ces matériaux sont souvent stockés pendant de longues périodes, au cours desquelles certaines poudres gagnent en force en raison des interactions entre les particules. Ce phénomène, généralement appelé "mottage", peut limiter considérablement la capacité d'une poudre à traverser le processus de fabrication sans interruption et peut avoir un impact négatif sur la qualité du produit.
Le mottage se produit par un ou plusieurs mécanismes - typiquement mécaniques, chimiques et thermiques - la migration et l'absorption d'eau étant souvent les plus influents. Il est possible de limiter le mottage en gérant les conditions environnementales afin de maintenir les matériaux dans un état optimal, en ajustant les paramètres opérationnels (généralement en limitant la durée d'immobilisation du matériau) ou en modifiant la formulation du produit.
En testant et en comprenant le comportement de chaque matériau, il devient possible d'évaluer et de minimiser le risque de mottage à différents moments du processus, afin de maximiser et de maintenir la qualité du produit. Les résultats des tests sur les poudres peuvent, par exemple, éclairer les décisions concernant la fréquence à laquelle le matériau doit être culbuté ou agité pour le maintenir en bon état pour le traitement ultérieur, et si le matériau peut maintenir sa qualité s'il est emballé dans des sacs, des fûts, des conteneurs en vrac ou des camions-citernes.
Cependant, quel que soit le mécanisme, la détermination des conditions précises qui minimisent le potentiel de mottage nécessite une compréhension approfondie des changements dans les propriétés d'écoulement qui en résultent.
The FT4 Powder Rheometer is a universal powder tester that provides automated, reliable and comprehensive measurement of bulk material characteristics. This information can be correlated with process experience to improve processing efficiency and aid quality control. Specialising in the measurement of dynamic flow properties, the FT4 also incorporates a shear cell, and the ability to measure bulk properties such as density, compressibility and permeability.
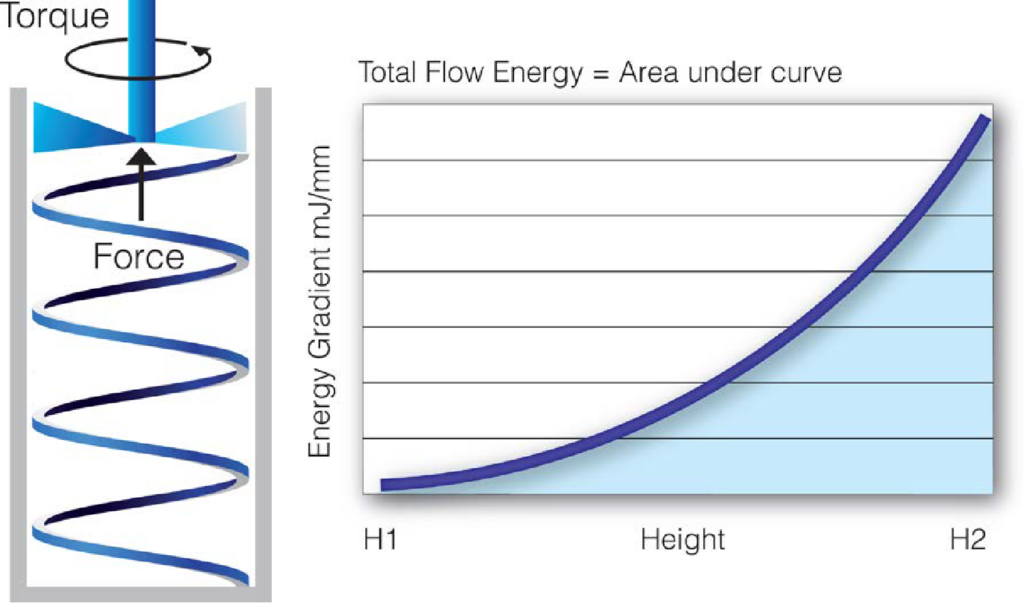
Dans cette étude, la méthode dynamique a été utilisée pour mesurer l'énergie d'écoulement d'échantillons de poudre avant et après l'agglomération afin de quantifier les changements de fluidité. L'énergie d'écoulement est déterminée au moyen d'un principe de mesure breveté qui évalue la résistance au mouvement d'une lame de forme spéciale se déplaçant le long d'une trajectoire prescrite à travers un volume précis de poudre. Les mesures de couple et de force qui en résultent sont converties en énergie d'écoulement[1].
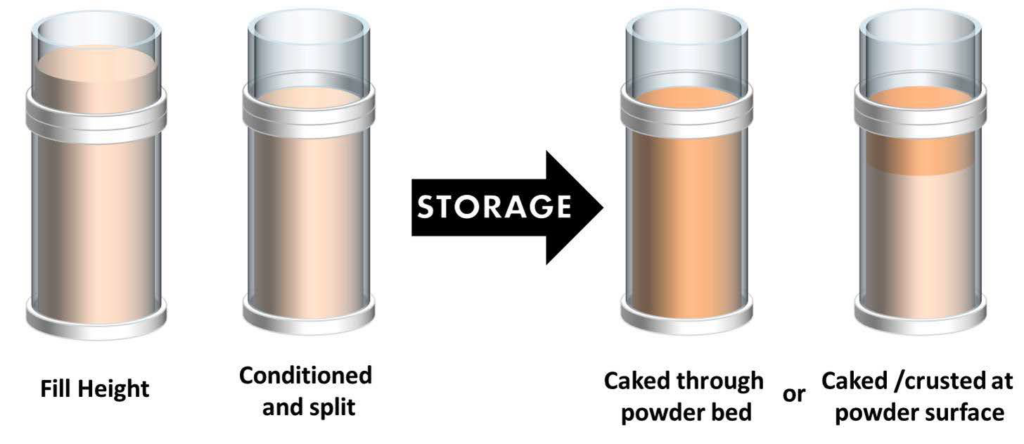
Les échantillons sont préparés en remplissant un récipient d'essai avec de la poudre et en utilisant le cycle de conditionnement sur mesure pour générer une structure d'emballage uniforme. Le récipient est ensuite divisé pour garantir un volume d'échantillon fixe qui est ensuite stocké dans les conditions souhaitées.
La plupart des poudres voient leur résistance à l'écoulement augmenter en raison de la création de liaisons interparticulaires plus fortes. Dans certains cas, ces changements sont réversibles, mais dans de nombreux cas, la poudre a subi des modifications de surface qui entraînent la création de liaisons permanentes.
Agglomération renforcée par l'humidité
L'effet de l'humidité sur les poudres est complexe en raison de l'interaction de plusieurs facteurs. L'adsorption d'humidité crée des ponts capillaires qui augmentent la taille des forces nécessaires pour séparer les particules individuelles et les groupes de particules les uns des autres. Au fil du temps, l'humidité adsorbée peut également entraîner un pontage solide, des interactions chimiques facilitées et une déformation plastique accrue grâce à une mobilité moléculaire accrue, principalement à la surface des particules.
Samples of three different food powders were stored for 48 hours at different relative humidities (RH), and then tested using the FT4 to investigate how each would respond to the conditions, in terms of the Flow Energy required to drive a blade through the bed in an established flow pattern.
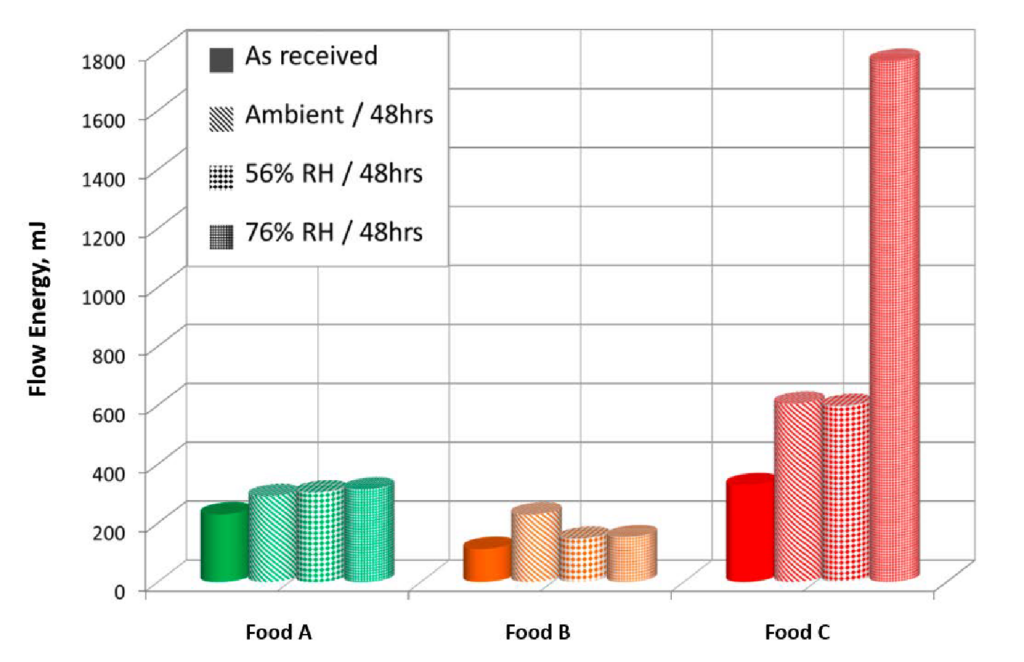
L'énergie d'écoulement de l'aliment A n'a augmenté que marginalement avec l'augmentation de l'humidité relative, ce qui indique que cet échantillon n'a pas été affecté par l'environnement. En revanche, l'aliment C a présenté une forte augmentation de l'énergie d'écoulement à 76 % d'humidité relative, probablement en raison de la présence de cristaux de saccharose qui se dissolvent partiellement dans l'humidité élevée et forment des ponts solides entre les particules. Une énergie d'écoulement plus élevée signifie que la poudre devient plus difficile à déplacer dans les processus dynamiques, l'aliment C étant susceptible de poser davantage de problèmes s'il est stocké pendant de longues périodes à des niveaux d'humidité élevés.
L'aliment B a montré une tendance différente, démontrant que l'absorption d'humidité n'est pas toujours préjudiciable. Une diminution de l'énergie d'écoulement a été observée à 56 % d'humidité relative par rapport à l'échantillon ambiant. L'humidité adsorbée peut réduire les forces électrostatiques et, dans certains cas, l'humidité de surface peut agir comme un lubrifiant, réduisant la force des interactions entre les particules. Les échantillons sont préparés en remplissant un récipient d'essai avec de la poudre et en utilisant le cycle de conditionnement sur mesure pour générer une structure d'emballage uniforme. Le récipient est ensuite divisé pour obtenir un volume d'échantillon fixe qui est ensuite stocké dans les conditions souhaitées. La plupart des poudres voient leur résistance à l'écoulement augmenter du fait de la création de liaisons interparticulaires plus fortes. Dans certains cas, ces changements sont réversibles, mais dans de nombreux cas, la poudre a subi des modifications de surface qui entraînent la création de liaisons permanentes.
Agglomération non homogène (croûte)
Caking due to exposure to high relative humidity does not always occur uniformly throughout a given powder. In a number of instances, caking can occur predominantly at the powder surface-air interface, resulting in a strong ‘crust’ which is substantially more resistant to flow compared to the remainder of the powder bed. Quantifying the extent to which this ‘crust’ has affected the powder bed will inform as to how much of the powder remains in a usable state. Other methods used to evaluate powder caking, such as shear cells, penetrometers and uniaxial tests, are not able to quantify this phenomenon. Evaluating the energy gradient with respect to bed height, as the blade traverses the powder, the patented test protocol of the FT4, allows for an accurate measurement of both the strength and depth of the crust.
Samples of skimmed milk powder (SMP) were stored at 53% and 75% RH for up to six days, with one sample tested using the FT4 each day to evaluate the extent and location of consolidation within the bed.
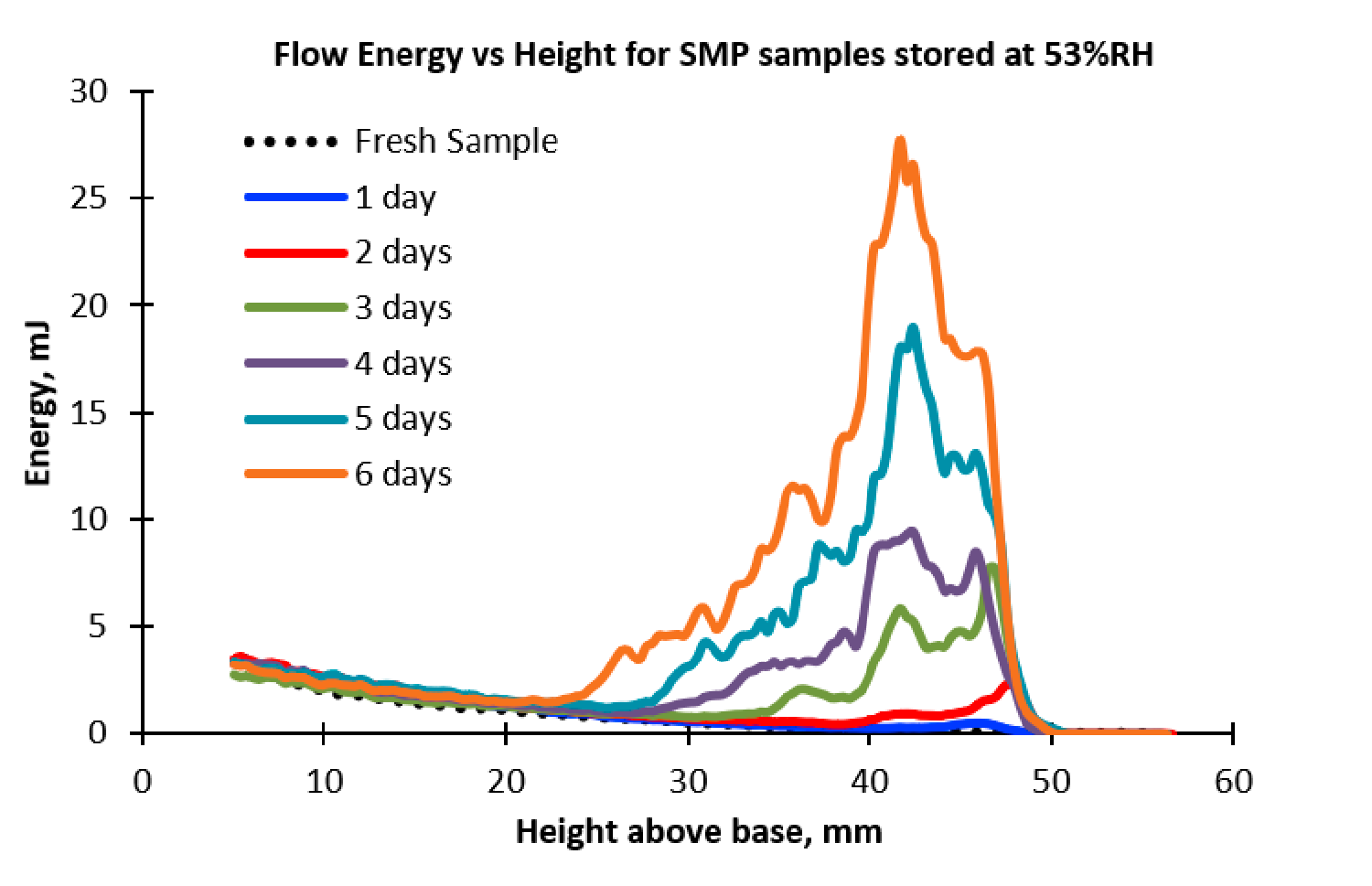
Dans les échantillons stockés à 53 % d'humidité relative, une tendance claire a été observée : une croûte solide s'est formée à l'interface poudre-air et a gagné en intégrité structurelle et en profondeur au fur et à mesure que le temps de stockage augmentait. Plus loin dans le lit, cependant, une consolidation minimale a été observée, suggérant que la formation d'une croûte relativement non poreuse a minimisé la migration de l'humidité dans la partie inférieure du lit de poudre.
Lorsque des échantillons de la même poudre ont été stockés à une humidité plus élevée (75 % HR), une tendance différente a été observée. Une fois de plus, une croûte solide s'est formée à l'interface poudre-air, mais cette fois, la zone de consolidation la plus élevée progresse vers le bas à travers le lit en fonction du temps de stockage, laissant derrière elle une zone de consolidation modérée au-dessus d'une zone "active" de consolidation très élevée, représentant la profondeur à laquelle l'humidité a pénétré dans l'échantillon. Comme pour l'essai à 53 % d'humidité relative, sous le niveau de la croûte, la poudre est restée non consolidée, la croûte l'ayant protégée des effets de l'environnement humide.
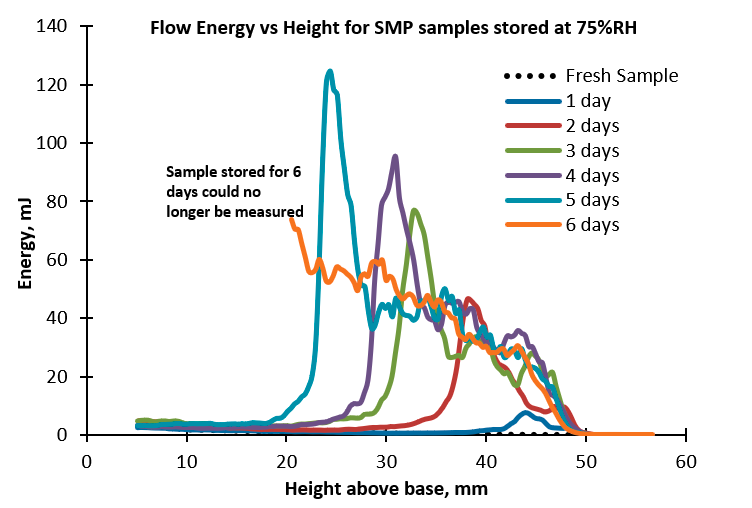
Ce niveau d'humidité était suffisant pour pénétrer jusqu'au fond du récipient au cours de l'enquête, comme le montre l'essai sur l'échantillon après six jours de stockage, qui s'était solidifié dans toute la masse et pour lequel l'énergie d'écoulement n'a pas pu être mesurée.
Cette différence de performance, qui dépend de l'humidité relative dans laquelle la poudre a été stockée, démontre que l'humidité n'affecte pas seulement l'étendue de la prise en masse, mais aussi la force et la profondeur de la croûte qui en résulte, ainsi que la vitesse de migration de l'humidité à travers la masse de la poudre.
Agglomération améliorée par la température
À des températures élevées, la mobilité/viscoélasticité moléculaire des matériaux est accrue, ce qui réduit la dureté des particules et entraîne une plus grande déformation plastique du matériau. Cela augmente la surface de contact entre les particules et donc le nombre d'interactions cohésives, y compris les interactions chimiques de surface, qui favorisent la prise en masse dans le lit de poudre. Pouvoir quantifier l'étendue de ces effets à des températures élevées et sous des charges consolidantes, et les corréler avec d'autres propriétés de la poudre (telles que la température de transition vitreuse dans le cas des polymères, la taille des particules ou la morphologie de la surface), permet une compréhension plus approfondie des interactions entre la poudre et les conditions de stockage, et peut aider à justifier le stockage à température contrôlée, ou à informer sur les poudres stockées et traitées dans des climats plus chauds.
Identical samples of three different polymer powders were stored for 48 hours at 40°C, with and without an additionally applied normal load of 2 kPa to simulate storage in a small silo/bin. The samples were tested using the FT4 to evaluate the effect of the increased temperature, and the combination of temperature and moderate consolidation, on the caking properties.
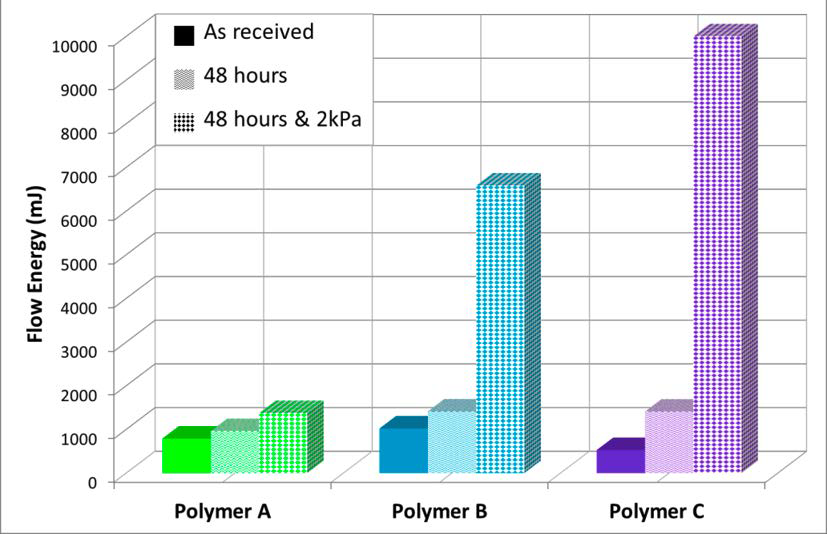
L'augmentation de l'énergie d'écoulement entre les échantillons frais et stockés indique que les trois matériaux sont sensibles à l'agglomération en raison d'un stockage prolongé et d'une température élevée. Cependant, les trois échantillons ont montré des changements relativement comparables de l'énergie d'écoulement lorsqu'ils sont stockés à l'état non consolidé. En revanche, les polymères B et C ont présenté des augmentations significatives de l'énergie d'écoulement à la suite d'un stockage sous consolidation, probablement en raison d'un plus grand degré de déformation plastique imposé par la combinaison d'une température élevée et d'une contrainte de consolidation. En revanche, le polymère A a présenté une augmentation plus faible de l'énergie d'écoulement.
Cela montre que les conditions de stockage ont un effet significatif sur le comportement de stockage. Les polymères B et C peuvent ne pas être sujets à des changements significatifs de fluidité lorsqu'ils sont stockés en petites quantités à des températures élevées, mais lorsqu'ils sont stockés dans des silos ou des sacs sous une charge de consolidation importante, leur fluidité changera radicalement par rapport au polymère A.
Autres exemples d'agglutination
Lorsque des poudres sont mélangées, des réactions chimiques peuvent se produire entre les différents composants, entraînant la formation de liaisons chimiques stables qui provoquent l'agglomération de la poudre en vrac. La possibilité de suivre l'évolution de ce type d'agglomération en fonction du temps permet aux ingénieurs d'optimiser les durées et les quantités de stockage afin d'éviter les problèmes lors de la transformation.
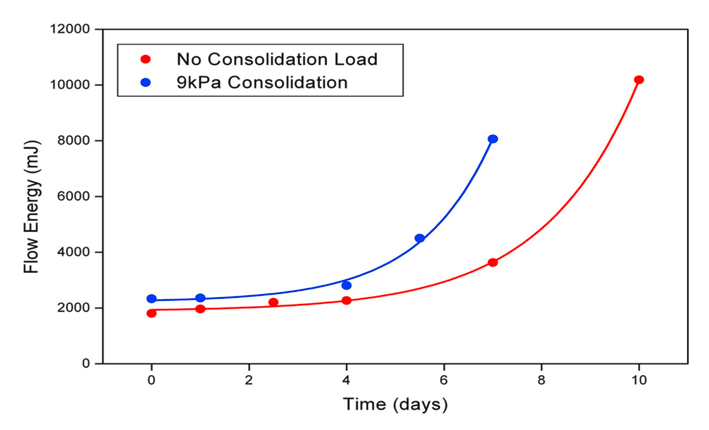
Identical samples of a three-component powder blend, known to chemically interact when mixed, were stored for up to ten days under ambient conditions, with and without an additionally applied normal load of 9 kPa to simulate storage in a silo/bin. One sample from each condition was tested with the FT4 each day to evaluate the increase in Flow Energy as a result of the storage.
Dans les deux séries de conditions, l'augmentation du flux d'énergie est faible ou nulle pendant les quatre premiers jours en raison de la lenteur de la réaction entre les composants. Après cette période, cependant, la vitesse de réaction augmente et le mélange commence à se gélifier. Au fur et à mesure que la réaction progresse, l'énergie d'écoulement augmente rapidement en raison de l'accroissement des interactions chimiques à la surface des particules, et le mélange se gélifie.
Au cours de la période initiale, la poudre consolidée est marginalement plus agglomérée que l'échantillon non consolidé, probablement en raison de la réduction des distances interparticulaires et, par conséquent, de l'augmentation des interactions de van der Waals. Après quatre jours, lorsque les réactions chimiques commencent à influencer l'énergie d'écoulement de manière significative, le groupe d'essai consolidé présente une augmentation beaucoup plus nette de l'énergie d'écoulement par rapport à l'échantillon non consolidé, ce qui indique une fois de plus que la réaction d'agglutination est renforcée par l'empilement plus étroit des particules.
Les résultats obtenus ici démontrent la nécessité de bien comprendre les effets des interactions chimiques dans la masse d'une poudre.
Conclusion
Au fil du temps, la nature physico-chimique de certaines poudres soumises à l'humidité, à la température ou à des contraintes peut entraîner l'apparition d'une structure agglomérée. Ce phénomène peut se produire par le biais d'un certain nombre de mécanismes qui ne sont évidemment pas limités à l'un ou l'autre de ces facteurs externes, et peut avoir un impact significatif sur les propriétés d'écoulement et, par conséquent, sur le comportement de traitement et la qualité du produit final. Dans la plupart des cas, ces facteurs externes entraînent une réduction de la fluidité, mais ce n'est pas toujours le cas et, dans certaines circonstances, des combinaisons de facteurs peuvent contribuer à rendre une poudre plus facile à déplacer que son homologue frais. Cela illustre le fait que la fluidité de la poudre n'est pas une propriété inhérente au matériau, mais qu'elle dépend des conditions et de l'équipement dans lesquels la poudre est traitée. Un traitement réussi exige que la poudre et le processus soient bien adaptés, et il n'est pas rare qu'une même poudre donne de bons résultats dans un processus et de mauvais résultats dans un autre.
Regardless of the mechanism, the FT4 is a powerful tool that can effectively quantify a powder’s propensity to cake with respect to its flow properties, and this, in turn, can assist with understanding and ultimately adapting both the powder formulation and processing environment to limit caking and retain optimal processability.
Références
[1] Freeman R., Measuring the flow properties of consolidated, conditioned and aerated powders - A comparative study using a powder rheometer and a rotational shear cell (Mesure des propriétés d'écoulement des poudres consolidées, conditionnées et aérées - Une étude comparative utilisant un rhéomètre à poudre et une cellule de cisaillement rotative). Powder Technology, 25-33, 174, 1-2, 2007
[2] Katrina Brockbank, Brian Armstrong, Jamie Clayton, Measurement and quantification of caking in excipients and food productswith emphasis on the non-homogeneous interaction with ambient moisture. Particuology, 2020 - https://doi.org/10.1016/j.partic.2020.10.012



